Для забезпечення якісної обробки необхідно виконувати орієнтування, базування та закріплення заготовки в потрібному положенні відносно робочих органів верстата.
Орієнтування заготовки завжди передує обробці і здійснюється вручну або спеціальними орієнтувальними пристроями — гвинтовими роликами, диском, відхильним щитком.
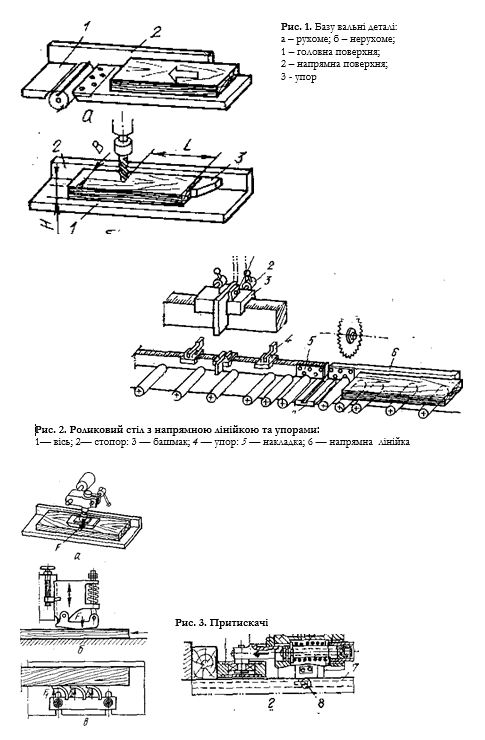
Базування деталі — процес збереження орієнтованого положення деталі у верстаті на період її обробки. Базування — це відповідальний етап механічної обробки, оскільки якість його виконання обумовлює точність обробленої деталі.
Технологічною базою називається сукупність базувальних поверхонь, що використовується для надання заготовці у верстаті заданого положення відносно різального інструмента.
Закріплення заготовки — надання заготовці надійного і стійкого положення у процесі обробки. Заготовку закріплюють затискними та притискними пристроями.
Елементи для базування оброблюваних деталей мають безліч конструктивних виконань. До них належать столи, напрямні лінійки, упори, патрони, планшайби токарних верстатів. Столи для нерухомого базування деталей виготовляють масивними у вигляді плит із плоскою робочою поверхнею. У стола для рухомого базування деталі має бути гладка поверхня з малим коефіцієнтом тертя ковзання.
Під час прохідної обробки правильне положення заготовки відносно стола та напрямної лінійки досягається за допомогою бокових та верхніх притискачів. Притискачі мають вигляд колодки (рис.3, а), підпружиненого башмака (рис.3, б) або гнучкої пластини з ковзною робочою-поверхнею (рис.3, в).
Контрольні запитання:
1. Що називають базування деталей?
2. Що називають технологічною базою?
3. Що розуміють під закріпленням заготівки?