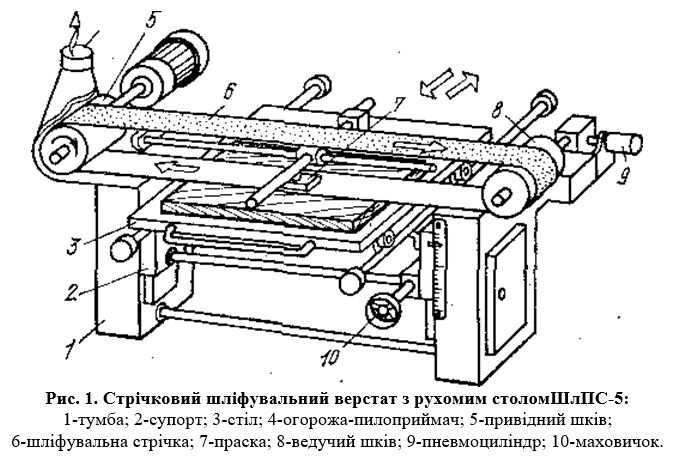
Стрічковий шліфувальний верстат з рухомим столом і короткою праскою ШлПС-5 (див. рис 1) призначений для шліфування щитів.
Станина верстата виконана у вигляді двох тумб 1, на яких розміщені супорти 2, що переставляються по висоті маховичком 10. Стіл 3 на роликах переміщують вручну в поперечному напрямку по круглих напрямних, прикріплених до супортів. Над столом розташована стрічка 6. натягнена на привідний 5 і непривідний 8 шківи. Гвинтовий пристрій з пневмоциліндром 9 править для натягування стрічки та регулювання її набігання.
Шліфування виконують під час поперечного руху стола та поздовжнього переміщення короткої праски 7, яка притискає стрічку до оброблюваного матеріалу. Відходи, що утворюються під час шліфування, уловлюються пило приймачем 4, приєднаним до ексгаустерної мережі.
Настроювання верстатів. Перед установленням стрічки треба перевірити якість Її склеювання. Не можна застосовувати надірвані, неправильно склеєні шліфувальні стрічки з нерівними краями. За допомогою маховичка зменшують відстань між шківами й надягають стрічку. Місце склеювання розташовують так, щоб зовнішній кінець шва (з боку абразиву) був спрямований проти робочого руху стрічки.
Натягування стрічки регулюють, переміщуючи непривідний шків або натяжний ролик. Не можна надто сильно натягувати стрічку, бо це може призвести до її розриву. Але при слабкому натягуванні стрічка буде просковзувати по шківах і швидко нагріватися. Силу натягування встановлюють залежно від міцності основи стрічки і визначають за стрілою прогину стрічки (біля 20 мм) при легкому натисканні на неї.
Правильність набігання стрічки перевіряють, повертаючи шківи вручну або короткочасно вмикаючи електродвигун. Під час зісковзування стрічки вісь шківа треба повернути на невеликий кут рукояткою і зафіксувати стопорним пристроєм.
Після настроювання верстата вмикають систему відсмоктування пилу, виконують пробну обробку деталей і перевіряють їх якість.
Робота на верстатах. Вузькострічкові шліфувальні верстати з ручною подачею обслуговує один робітник. На верстатах з вільною стрічкою верстатник бере чергову заготовку і притискає її оброблюваною поверхнею до стрічки. Якщо шліфують увігнуту криволінійну поверхню, то використовують шківну частину стрічки. Переміщуючи деталь відносно стрічки в поздовжньому напрямку і повертаючи її навколо осі, верстатник послідовно вводить у контакт зі стрічкою всі ділянки, що утворюють оброблювану поверхню. Внаслідок необережного руху або уповільнення швидкості можливе прошліфування.
На шліфувальних верстатах з рухомим столом і ручним переміщенням праски окремі ділянки деталі шліфують за кілька проходів. Якісне вирівнювання досягається правильним регулюванням тиску на рукоятку праски й швидкості переміщення праски й стола. При наближенні до кромок тиск треба знижувати, щоб не допустити їх зшліфовування.
Якщо якість шліфованої поверхні хороша, а продуктивність недостатня, то швидкість подачі треба збільшити. Великий тиск на праску і використання затупленої стрічки можуть викликати на шліфованій поверхні припікання.
Верстати з механічною подачею деталей обслуговують двоє робітників. Верстатник укладає на конвеєр деталь, орієнтуючи її по ширині стола, і спрямовує під притискні елементи верстата.
Захоплену конвеєром деталь не можна переміщувати у боковому напрямку. Не допускається подавати у верстат заготовки неоднакової товщини, з грубими дефектами поверхонь. Швидкість подачі і тиск праски або притискної балки в процесі обробки, як правило, не регулюють. Другий робітник приймає готові деталі і стежить за тим, щоб не було прошліфування або недопустимого закруглення кромок.